
excessively chipped. A smooth wear pattern up to 50 per-
*No SPlN Differential
cent face width is acceptable on clutch corns.
Check splines on the side gear and driven clutch. Re-
Holdout rings have a frictional resistance to rotation
move any burrs or small chipped edges with stone or burr
obtained by friction spring. Check for fractures or severe
grinder. If large sections of spline are broken away, re-
chipping of cams on this part.
place part. Check side gear hub for fractures.
Friction spring wear should not exceed .003 inch at
New springs will measure 4 1/4 inch or more in height.
points of contact. Compare with measurement at unworn
Old springs should not be less than 4 1/4 inch high.
portion. If extreme care is not exercised in removing this
Failure of hydrogen copper weld between cam and
part, it may be damaged. Replace with new part if, after
clutch member will result in erratic operation by alternately
assembly, the holdout ring rotates easily. It should, how-
driving on one side only or driving both wheels with the
ever, be possible to rotate it by hand. Compare with a
No SPlN locked. If weld failure has occurred, it will be
new part.
possible to rotate cam ring in driven clutch member by
Center cam must be free to rotate within limits of keys
lightly tapping cams.
in spider.
Inspect driven clutch teeth on spider and driven clutches.
Check the spring retainers for fractures or spline dam-
Very slight chips can be touched up with a stone. If ex-
age.
cessively chipped or rounded, these parts must be re-
placed. Compare shape of teeth with those on a new
Breathers
part. If a part is replaced due to chipped teeth, always
Wash breather on axle housing with solvent; shake
replace the mating part as it may have invisible fractures.
dry. Make sure breather is not clogged.
Cams on the center cam and driven clutch must not be
REASSEMBLY OF AXLE
The following instructions describe the procedure to be
followed when reassembling and installing components
of axle. Instructions cover reassembly of only one side of
axle. Reassembly of opposite group is identical unless
otherwise noted.
IMPORTANT: Both Grade 5 and Grade 8 fastening
hardware have been used in the production of the
axle assemblies covered by this manual. A table of
proper torque values for both Grade 5 and Grade 8
hardware is provided at the rear of this manual. Grade
of hardware may be determined by the "hash" marks
contained on the head of each bolt; Grade 5 having
three hash marks and Grade 8 having six hash marks
as indicated below. In all cases except where specified
in text, use torque value specified in table for appli-
cable bolts.
GRADE 5
GRADE 8
Reassembly of Pinion Shaft
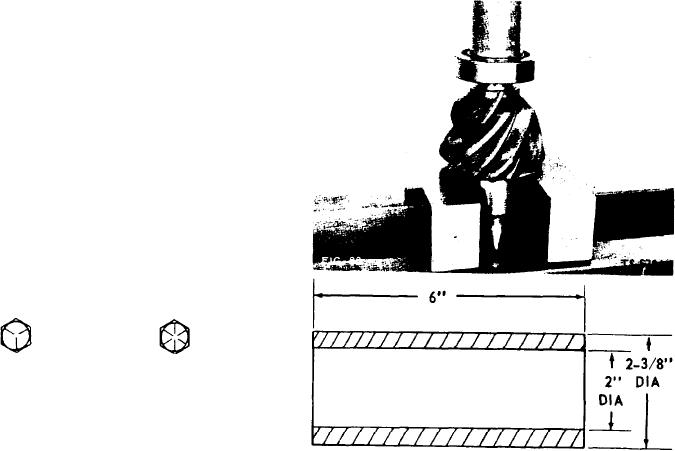
1. Press inner pinion bearing on pinion using steel tub-
1/32" DIA RADIUS ALL CORNERS
ing for driver (Fig. 88). Driver dimensions are given in
Fig. 89.
FIG. 89
TS-7684
[32]

