
Reassembly of Differential Ring Gear
6. Position pinion bearing cage assembly on pinion shaft.
and Bearings
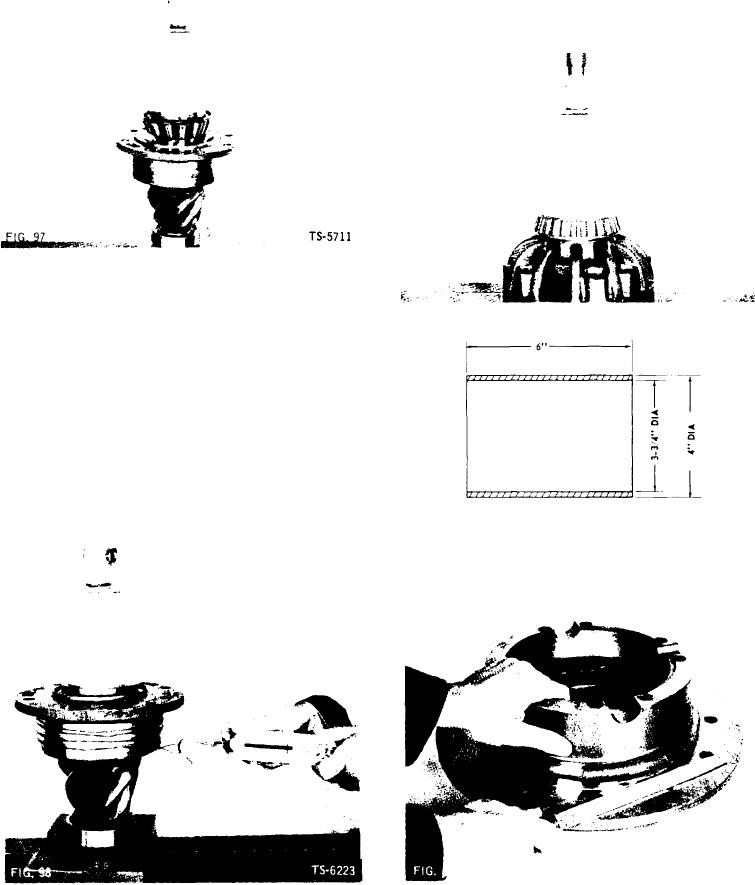
Position outer pinion bearing cone on pinion shaft and
press into place using steel tubing for driver (Fig. 97).
Driver dimensions are shown in Fig. 92.
thrust washers with SAE 90 EP lubricant, SCL type.
1. Press differential bearing cones on case halves (Fig.
99). Bearing driver dimensions are given in Fig. 100.
7. Keep pinion and cage assembly in press with approxi-
mately 500 pounds of press pressure exerted on driver.
Wrap several turns of soft wire or cord around pinion
cage and pull in horizontal line with spring scale. While
pulling in straight line, (90 degrees from centerline of
shaft), read spring scale and measure rotating torque
(Fig. 98). Multiply reading on spring scale by one-half
diameter of bearing cage to obtain preload torque.
Correct preload torque is 13 to 23 in. lbs. If preload is
not within these limits, remove shims to increase pre-
load or add shims to decrease preload.
NOTE: This is a preliminary check. Final bearing pre-
load check must be made with pinion shaft and bear-
1/32" DIA RADIUS ALL CORNERS
TS-6225
FIG. 100
ing cage assembly in differential carrier housing.
2. Check ring gear mounting surface of flanged half of
differential case for burrs. Remove burrs with file (Fig.
101).
TS-6226
[34]

