TM 5-3805-262-34
INSPECTION (SHEET 1 OF 3)
NOTE
Over size pistons (18) and ring sets (13 thru 15) are available in 0.010
inch and 0.020 inch oversize. Oversize inserts (10) are also available
in 0.010 inch, 0.020 inch, and 0.030 inch oversize.
(a) Inspect cylinder block (2) for cracks and rough bores. If cracks are
seen, replace cylinder block. If bores are rough, hone bores to next
largest diameter listed below using cylinder wall hone and drill or
install new cylinder block.
Standard bore diameter
1.9995 to 2.0000 inches
0.010 inch oversize diameter
2.0095 to 2.0100 inches
0.020 inch oversize diameter
2.0195 to 2.0200 inches
NOTE
If cylinder block (2) bores are honed
to next oversize diameter, install
oversize pistons (18) and ring sets
(13 thru 15).
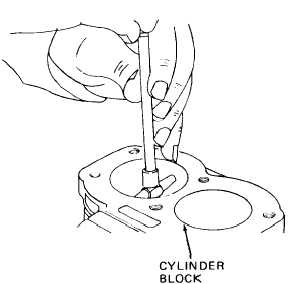
(b) Measure diameter of each bore in
cylinder block (2) near top of
each bore at a 90 degree angle to
wrist pin (17) using bore gage and
micrometer. Record measurement.
Then make three more measurements
down length of bores. If differ-
ence between any measurement is
more than 0.001 inch, there is too
much taper in bore. Increase diam-
eter of bore to next larger diam-
eter listed above or install new cylinder block.
(c)
(d)
Measure diameter of each bore in cylinder block (2) near top of bore in
four different places using bore gage and micrometer. If difference
between any measurement is more than 0.005 inch, bore is out of round.
Increase diameter of bore to next larger diameter listed above or in-
stall a new cylinder block.
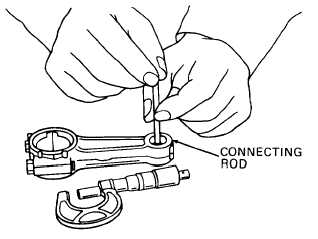
Measure diameter of wrist pin
bore in connecting rods (12)
using bore gage and microm-
eter. If measurement is more
than 0.5004 inch, a new con-
necting rod must be installed.
3-483