
TM 5-3805-290-23-2
PISTON COOLING JETS REPLACEMENT - CONTINUED
0159 00
CLEANING AND INSPECTION
WARN I N G
Solvent cleaning compound MIL-PRF-680 Type III is an environmentally compliant and low-toxic material.
However, it may be irritating to the eyes and skin. Use protective gloves and goggles. Use in well-ventilated
areas. Keep away from open flames and other sources of ignition. Failure to do so may result in injury or
death to personnel.
Particles blown by compressed air are hazardous. DO NOT exceed 15 psi (103 kPa) nozzle pressure when dry-
ing parts with compressed air. DO NOT direct compressed air against human skin. Make sure air stream is
directed away from user and other personnel in the area. To prevent injury, user must wear protective goggles
or face shield. Failure to follow this warning may result in injury to personnel.
1.
Clean all parts and mating surfaces with solvent cleaning compound.
2.
Dry parts with compressed air.
3.
Inspect all parts for wear, pitting, cracks, or corrosion and replace if necessary.
4.
Inspect oil passages to ensure they are clean and unobstructed.
5.
Ensure tube of piston cooling jet is not damaged.
INSTALLATION
1.
Install hollow dowel (9) on cylinder block (8).
2.
Install piston cooling jet (3) on cylinder block (8) making sure that piston cooling jet is properly located on hollow
dowel (9).
N OT E
Ensure that ball moves freely within valve assembly of piston cooling jet.
3.
Install valve assembly (2) into piston cooling jet (3).
N OT E
To align piston cooling jet in cylinder bore, crankshaft should be rotated to keep piston head from
interfering.
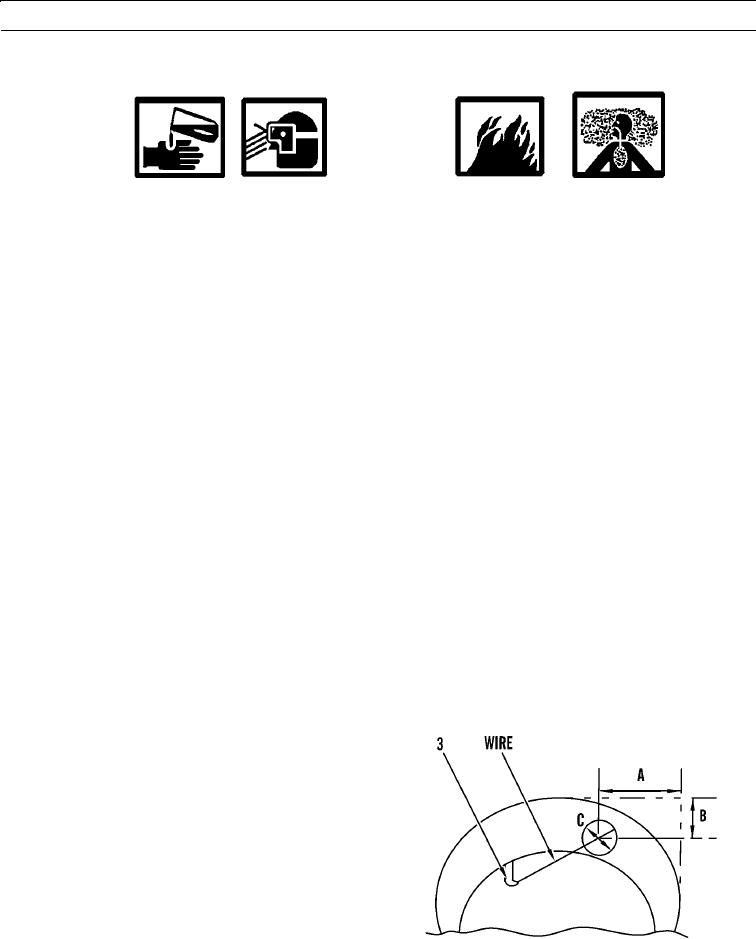
4.
Align piston cooling jet (3) by inserting 0.63 in. (16
mm) piece of wire 0.067 in. (1.70 mm) in diameter
into piston cooling jet.
5.
Dimension A is 1.3 in. (33 mm). Dimension B is 0.8
in. (21 mm). Position wire towards intersection of A
and B to obtain dimension C. Dimension C is 0.6 in.
(14 mm) in diameter.
427-B0597
0159 00-3

