
TM 5-3805-255-14
0095
VALVE RECONDITIONING CONTINUED
Refacing Valve Seats and Seat Inserts Continued
00095
CAUTION
Maximum amount of material which can be removed from valve seat is 0.010 in.
(0.25 mm) for exhaust and 0.012 in. (0.30 mm) for intake. However, if both valve face and
seat must be refinished, combined total matter removed from both must not exceed 0.015
in. (0.38 mm). Only minimum amount needed to make a good valve seat contact should
be removed. If necessary to remove more than maximums stated above, valve and/or
valve stated inserts must be replaced. Failure to follow caution may result in damage to
engine.
5. Check seat concentricity with valve guide by using a dial indicator mounted on pilot. Run indicator around seat
surfaces, thereby testing for concentricity. Runout must not exceed a total of 0.002 in. (0.05 mm).
6. Finish left by regular type grinding stone is usually satisfactory for practical purposes. Lapping valves into their
seats is unnecessary if precision equipment is used and extreme care taken. Use Prussian blue to test refaced
valves and seats roundness and concentricity. Spread an extremely thin film of this blue on valve face and
insert valve into its guide.
With pressure on exact center of valve head, make a quarter-turn rotation in seat. Remove valve and inspect
impression made upon seat by transfer of blueing, and upon valve face by removal of blueing. Check several
times to be sure that no error was made.
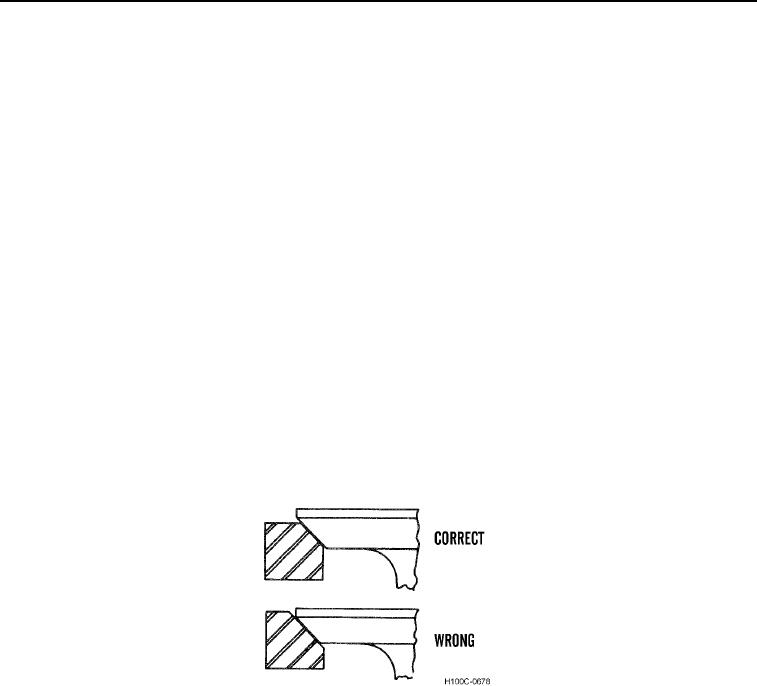
7. After grinding seats, it may be found that seats are considerably wider than width recommended in Table 3.
Valve seats that are too wide may be narrowed by grinding down top edge of seat with a stone mounted on
grinder head (Figure 20). Stone must be a smaller angle than valve seat (15 degrees preferably).
Figure 19. Valve Seat Width Must Conform to Specifications and Center of Valve Face.
0095
0095-18