TM 5-3805-262-34
INSPECTION (SHEET 3 OF 3)
(j) Measure the diameter of each journal for connecting rods on crankshaft
(27) in four places using micrometer. If a journal is out of round more
than 0.001 inch, grind journal to next smaller diameter listed below or
install new crankshaft. If journals are out of round more than 0.0005
inch grind journals to next smaller diameter listed below or install new
crankshaft. If journals are rough, grind journals to next smaller diame-
ter listed below or install new crankshaft.
Standard diameter
1.1230 to 1.1235 inches
0.010 inch undersize diameter
1.1130 to 1.1135 inches
0.020 inch undersize diameter
1.1030 to 1.1035 inches
0.030 inch undersize diameter
1.0930 to 1.0935 inches
NOTE
If crankshaft (27) journals are reground,
install oversize inserts (10).
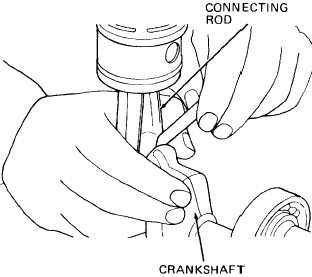
(k) Position each connecting rod
(12) on associated crankshaft
(27) journal. Hold connecting
rod toward one side of crank-
shaft. Use thickness gage and
measure clearance between side
of connecting rod and crank-
shaft. Clearance must not be
more than 0.010 inch.
(l) Measure diameter of bore in
bearing cap (23) using bore
gage and micrometer. If
measurement is more than
1.3812 inch, a new bearing
cap must be installed.
(m) Using micrometer, measure diameter of wrist pin
(17). Replace wrist pin if measurement is less
than 0.4998 inch.
Replace an item if
NOTE
inspection indicates need for replacement.
(n) Inspect cylinder block (2), connecting rod caps (9), connecting rods
(12), pistons (18), end cover (20), bearing cap (23), and crankcase (30)
for cracks, breaks, scoring, erosion, or other damage.
(o) Inspect bearing (26) by rotating and checking that it turns smoothly.
Check bearing balls and rollers for flat areas, pitting, scored,
scratched , chipped, or cracked races.
(p) Inspect remaining parts for cracks, distortion, or thread damage.
3-485