
TM 5-3805-255-14
0100
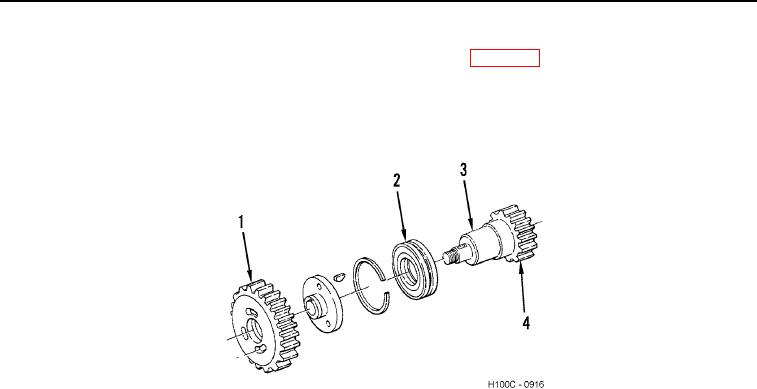
CLEANING, INSPECTION, AND ADJUSTMENT
000100
1. Clean and inspect all parts IAW General Maintenance Instructions (WP 0019).
2. Inspect bearings (Figure 7, Item 2) for corrosion or wear and replace if necessary.
3. Inspect pinion shaft (Figure 7, Item 3), gear (Figure 7, Item 4), and pinion drive gear (Figure 7, Item 1) for wear
or damage. Replace parts as necessary.
Figure 7. Component Inspection.
0100
Servicing and Adjusting Tapered Roller Bearing
000100
NOTE
Bearings, spacer, and cup assembly are furnished as a matched unit. Perform the
adjustment procedure.
1. Assemble complete bearing assembly (Figure 8, Item 6) on a flat surface (surface plate) (Figure 8, Item 4).
2. Place a minimum weight (Figure 8, Item 2) of 20 lb (9 kg) on top of bearing assembly (Figure 8, Item 6) (this will
keep roller in alignment).
3. Rotate lower bearing cup (Figure 8, Item 3) a minimum of four revolutions in each direction.
4. With spacer (Figure 8, Item 5) in place, set up a dial indicator with magnetic base. Set dial indicator at zero.
Take a measurement at three different points on upper bearing cone (Figure 8, Item 1).
5. Slide dial indicator off upper bearing cone (Figure 8, Item 1). (Do not upset indicator setting.)
6. Remove weight (Figure 8, Item 2), upper bearing cone (Figure 8, Item 1), and spacer (Figure 8, Item 5).
Replace upper bearing cone and weight. Do not replace spacer.
7. Slide dial indicator onto upper bearing cone (Figure 8, Item 1). Repeat rotation of lower bearing cup (Figure 8,
Item 3). Record an accurate reading from dial indicator. Measure at three different points.
8. Factory end-play in a new bearing assembly is 0.0045 to 0.0060 in. (0.114 to 0.152 mm). If reading on dial
indicator shows a greater drop than maximum permissible end-play of 0.009 in. (0.23 mm), grinding or lapping
of spacer (Figure 8, Item 5) is necessary. Amount to be ground off spacer is difference between indicator
reading and factory set end-play.
9. Remove dial indicator.
0100-6