
TM 5-3805-255-14
0090
CLEANING, INSPECTION, AND REPAIR CONTINUED
NOTE
Crankshaft must be hardness checked before regrinding.
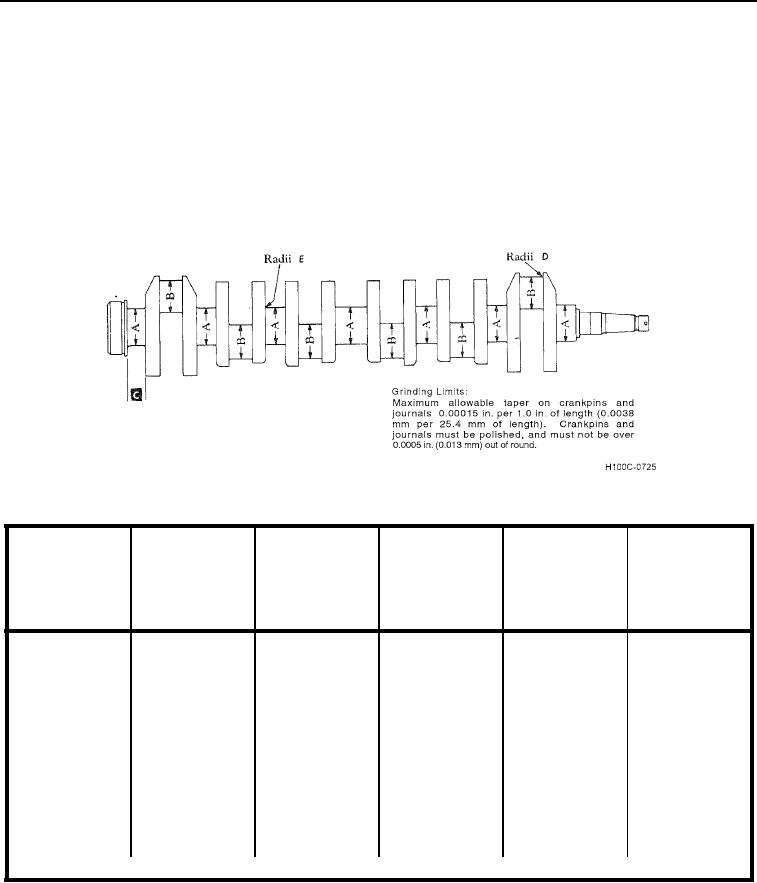
7. If crankshaft, bearings and crankcase are in good condition, measurement taken should fall within specified
clearances. Should clearance obtained be more or less than specified amount, replace with new bearings.
Should clearance obtained be more or less than specified amount, replace with new bearings. Should clear-
ance remain excessive, grind crankshaft and install undersize bearings for ground crankshaft. Bearings are
available in 0.010 in. (0.25 mm) and 0.030 in. (0.76 mm) undersize. Figure 8 shows dimensions to which
crankshaft journals may be ground. Do not grind beyond maximum limit shown.
Figure 8. Dimensions to Which Crankshaft May be Ground.
0090
CONN. ROD
REAR MAIN
ALL CRANKPIN
MAIN BEARING
ALL MAIN
BEARING
BEARING
BEARINGS
DIAMETER
BEARINGS
DIAMETER
WIDTH
DIAMETER
A
E
B
C
D
090
090
090
090
090
BEARING SIZE
in. (mm)
in. (mm)
in. (mm)
in. (mm)
in. (mm)
090
090
090
090
090
090
(114.274 to
(88.811 to
(66.90 to
4.70 to
4.06 to
114.300 mm)
88.837 mm)
66.98 mm)
5.08 in.
4.44 in.
Standard
4.4990 to
3.4965 to
2.634 to
(0.185 to
(0.160 to
4.5000 in.
3.4975 in.
2.637 in.
0.200 mm)
0.175 mm)
(114.020 to
(88.557 to
(66.90 to
4.70 to
4.06 to
0.010 in.
114.046 mm)
88.583 mm)
66.98 mm)
5.08 in.
4.44 in.
(0.25 mm)
4.4890 to
3.4865 to
2.634 to
(0.185 to
(0.160 to
undersize
4.4900 in.
3.4875 in.
2.637 in.
0.200 mm)
0.175 mm)
(67.21 to
4.70 to
4.06 to
(113.512 to
(88.049 to
0.030 in.
113.538 mm)
88.075 mm)
67.29 mm)
5.08 in.
4.44 in.
(0.76 mm)
4.4690 to
3.4665 to
2.646 to
(0.185 to
(0.160 to
undersize
4.4700 in.
3.4675 in.
2.649 in.
0.200 mm)
0.175 mm)
*Grind an equal amount of material off at each thrust face to maintain proper crankshaft end-play.
0090-10